

Nantikan mesej anda
Kilang kami ditubuhkan pada tahun 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 (Miss Jenny Chen)
Mobile/Whats app/Wechat: +86-18761594570 (Miss Jenny Chen)
-
 E-mail: [email protected]
E-mail: [email protected]
Filem Kecut POF: Spesifikasi, Gred & Panduan Pembungkusan
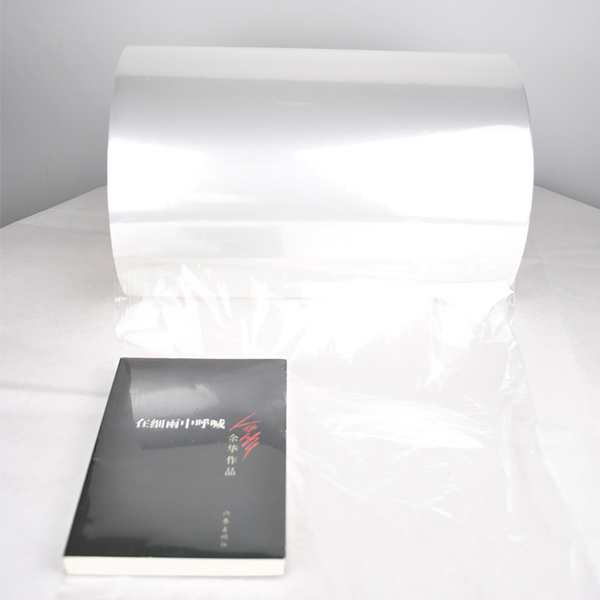
Filem pengecutan POF — filem pengecutan poliolefin — ialah bahan pembungkusan fleksibel yang paling banyak digunakan untuk pembungkusan produk runcit dan e-dagang di seluruh dunia. Ia mengecut dengan ketat di sekeliling produk apabila terdedah kepada haba, membentuk pengedap yang lutsinar dan mudah diusik yang melindungi kandungan semasa penghantaran dan membentangkannya dengan bersih di atas rak. Jika anda memilih filem susut untuk pembungkusan produk, POF ialah pilihan lalai yang tepat untuk kebanyakan aplikasi makanan, kosmetik, mainan dan barangan pengguna — ia menggabungkan kejelasan, kekuatan, pematuhan FDA dan keserasian pengedap dengan cara yang tidak dilakukan oleh filem susut PVC dan PE.
Panduan ini menerangkan dengan tepat apa itu POF shrink film, bagaimana ia berbeza daripada alternatif, apakah spesifikasi untuk dinilai dan cara memadankan gred filem yang betul dengan barisan pembungkusan dan keperluan produk anda.
Apakah POF Shrink Film dan Cara Ia Berfungsi
POF bermaksud poliolefin, yang merujuk kepada keluarga polimer termasuk polietilena (PE) dan polipropilena (PP). Filem pengecutan POF ialah filem tersemperit berbilang lapisan — biasanya tiga hingga lima lapisan — di mana setiap lapisan direka bentuk untuk menyumbang sifat tertentu: prestasi pengedap, nisbah pengecutan, kejelasan atau rintangan tusukan. Lapisan luar biasanya polipropilena untuk kekakuan dan berkilat; lapisan dalam adalah berasaskan polietilena untuk kedap dan fleksibiliti.
Tingkah laku pengecutan dibina ke dalam filem semasa pembuatan melalui proses orientasi dwipaksi. Filem ini diregangkan serentak dalam kedua-dua arah mesin (MD) dan arah melintang (TD) semasa dipanaskan, kemudian disejukkan di bawah ketegangan. Regangan ini memperkenalkan tegasan molekul ke dalam rantai polimer. Apabila filem itu kemudiannya dipanaskan semula dalam terowong pengecutan, rantai polimer tersebut mengendur dan filem mengecut - biasanya 30–80% dalam kedua-dua arah bergantung pada gred — menepati ketat pada permukaan produk.
Nisbah pengecutan dan daya pengecutan adalah dua sifat yang berbeza. Nisbah penyusutan menerangkan berapa banyak filem itu menguncup. Daya pengecutan menggambarkan betapa kuatnya ia menarik semasa ia menguncup. Daya pengecutan yang tinggi pada produk rapuh boleh menyebabkan ubah bentuk — jadi pemadanan daya pengecutan dengan ketegaran produk adalah sama pentingnya dengan pemadanan nisbah pengecutan kepada geometri produk.

POF lwn. PVC lwn. PE Shrink Film: Perbezaan Utama
Tiga bahan filem mengecut menguasai pasaran. Memahami perbezaan mereka menghalang salah guna dan membantu mewajarkan premium harga POF berbanding alternatif PVC dan PE.
| Harta benda | POF (Polyolefin) | PVC (Polivinil Klorida) | PE (Polietilena) |
|---|---|---|---|
| Kejelasan | Cemerlang (>90% penghantaran cahaya) | bagus | Jerabu hingga sederhana |
| Hubungan Makanan FDA | ya | Terhad (tambahan) | ya (most grades) |
| Bakar Produk sampingan | CO₂ dan air sahaja | Asid hidroklorik (HCl) | CO₂ dan air |
| Kekuatan Meterai | Tinggi, konsisten | Sederhana | bagus at thicker gauges |
| Julat Kecilkan | 30–80% (dwipaksi) | 20–60% | 15–40% (kebanyakannya uniaksial) |
| Suhu Terowong | 120–200°C | 100–160°C | 120–180°C |
| Bau Semasa Pengedap | minima | Bau klorin yang ketara | minima |
| Kos Relatif | Sederhana–Tinggi | Rendah–Sederhana | rendah |
Kos rendah PVC menjadikannya filem pengecutan yang dominan selama beberapa dekad, tetapi hasil sampingan pembakaran HClnya telah membawa kepada sekatan atau larangan di banyak negara dan industri. Banyak peruncit Eropah kini melarang pembungkusan PVC secara langsung. POF telah menggantikan PVC dengan berkesan untuk pembungkusan produk yang menghadap runcit di kebanyakan pasaran maju , manakala PE kekal sebagai bahan pilihan untuk aplikasi penggabungan berat seperti botol air berbilang pek di mana kejelasan adalah sekunder kepada kos dan kekuatan beban.
Spesifikasi Filem POF Shrink Yang Sebenarnya Penting
Lembaran data filem mengandungi banyak nombor. Ini ialah spesifikasi yang secara langsung mempengaruhi hasil pembungkusan anda dan keserasian mesin:
Tolok (Ketebalan)
Filem POF boleh didapati daripada 12 mikron (0.48 mil) hingga 40 mikron (1.57 mil) , dengan 15–19 mikron merupakan julat paling biasa untuk barangan pengguna runcit. Filem yang lebih nipis mengurangkan kos bahan dan mengecut lebih cepat tetapi mempunyai rintangan tusukan dan kekuatan pengedap yang lebih rendah. Filem yang lebih tebal diperlukan untuk produk berat atau bermata tajam.
- 12–15 mikron: Produk ringan, kosmetik, kotak perisian, kad — talian berkelajuan tinggi, aplikasi sensitif kos
- 15–19 mikron: Produk runcit standard, dulang makanan, buku, mainan — julat aplikasi yang paling luas
- 19–25 mikron: Produk yang lebih berat atau tidak teratur, perkakasan, barangan industri dengan tepi
- 25–40 mikron: Himpunan berbilang pek, produk yang memerlukan rintangan tusukan yang ketara
Nisbah Pengecutan (MD dan TD)
Nisbah pengecutan diukur secara berasingan dalam arah mesin (MD, sepanjang gulungan filem) dan arah melintang (TD, merentasi lebar). Pengecutan seimbang — di mana nisbah MD dan TD hampir — menghasilkan kemasan tanpa kedutan pada produk segi empat tepat. Pengecutan tidak seimbang sesuai dengan produk tiub atau silinder di mana kebanyakan penguncupan diperlukan dalam satu arah.
Tawaran filem POF lipatan tengah standard MD mengecut sebanyak 40–70% dan TD mengecut sebanyak 35–65% pada 130°C. Minta keluk susut (mengecut % berbanding suhu) daripada pembekal anda — mereka mendedahkan betapa memaafkan filem itu merentas variasi suhu terowong, yang penting untuk konsistensi kelajuan talian.
Suhu Permulaan Meterai
Ini ialah suhu bar pengedap minimum di mana filem itu membentuk meterai yang boleh dipercayai. Kebanyakan filem POF mengelak antara 100–140°C pada bar pengedap. Filem dengan suhu permulaan pengedap yang lebih rendah membolehkan kitaran mesin yang lebih pantas kerana bar pengedap memerlukan lebih sedikit masa tinggal untuk ditutup dan dibuka semula. Ini penting pada mesin bar L berkelajuan tinggi atau mesin kedap sisi yang beroperasi melebihi 25 pek seminit.
Pekali Geseran (COF)
COF menentukan kelancaran suapan filem melalui mesin pembungkusan dan cara produk yang dibalut dengan mudah dihantar melalui terowong pengecutan. COF rendah (0.1–0.2) lebih disukai untuk talian automatik berkelajuan tinggi. Filem dengan bahan tambahan anti-kabut atau anti-statik selalunya telah mengubah suai nilai COF — mengesahkan keserasian dengan spesifikasi pengeluar mesin anda sebelum menukar gred filem.

Format Filem POF: Lipatan Tengah, Luka Tunggal dan Tiub
Filem pengecutan POF dibekalkan dalam tiga format fizikal. Format yang diperlukan ditentukan sepenuhnya oleh jenis mesin pembungkusan anda — menukar jenis mesin untuk mengakses format filem yang berbeza jarang praktikal.
| Format | Penerangan | Jenis Mesin | Terbaik Untuk |
|---|---|---|---|
| Lipat tengah | Gulungan rata tunggal dilipat di sepanjang tengah; sisipan produk ke bahagian terbuka | Pengedap L-bar | Produk runcit, pelbagai saiz, kelajuan rendah-sederhana |
| Luka Tunggal (Raper) | Dua gulung rata yang berasingan; filem terbentuk di sekeliling produk dan dimeterai pada semua sisi | Mesin kedap sisi atau kedap belakang | Talian automatik berkelajuan tinggi, produk seragam |
| Tiub | Tiub pra-terbentuk; produk dimasukkan dan kedua-dua hujungnya dimeterai | Aplikasi lengan atau jalur | Produk silinder, botol, tin |
Filem centerfold ialah format dominan untuk operasi bar L separa automatik dan manual kerana satu gulung berfungsi sebagai kedua-dua filem atas dan bawah, memudahkan penukaran. Untuk mesin pembalut aliran atau pengedap sisi automatik sepenuhnya yang beroperasi melebihi 40 pek seminit, filem luka tunggal pada kedudukan lepas atas dan bawah yang berdedikasi adalah standard.
Gred Filem POF Khusus untuk Aplikasi Khusus
Filem POF standard dioptimumkan untuk kejelasan dan prestasi mengecut pada barangan kering. Beberapa gred khusus memperluaskan kegunaan POF ke dalam aplikasi yang lebih mencabar:
Filem POF Anti-Kabut
Filem anti-kabus mengandungi bahan tambahan permukaan yang menghalang titisan pemeluwapan daripada terbentuk pada permukaan filem dalam apabila membungkus produk sejuk atau sejuk. Tanpa rawatan anti-kabut, lembapan daripada produk makanan yang telah disejukkan akan terpeluwap di bahagian dalam filem, mengaburkan produk dan menjadikannya kelihatan rosak kepada pengguna. POF anti-kabus diperlukan untuk hasil segar, makanan siap sejuk dan sebarang produk yang dibungkus runcit dalam peti sejuk. Gred anti-kabus biasanya membawa premium harga 15–25% berbanding POF standard.
Filem POF berlubang
Filem POF berlubang mikro mempunyai penebuk lubang jarum yang dihasilkan secara laser atau mekanikal yang membolehkan udara keluar dari bungkusan semasa mengecut. Tanpa perforasi, udara yang terperangkap di dalam bungkusan yang dimeterai menghasilkan tekanan yang menahan pengecutan dan boleh menyebabkan filem pecah atau mengelak gagal pada produk yang tidak teratur atau cekung. Perforasi juga membolehkan wap lembapan keluar daripada produk makanan segar, memanjangkan jangka hayat dengan mengurangkan pengumpulan kelembapan dalaman.
Corak perforasi ditentukan oleh saiz lubang (biasanya diameter 0.3–1.0 mm) dan ketumpatan (lubang per cm²). Tebukan yang lebih kasar membolehkan pelepasan udara yang lebih cepat untuk produk yang besar; perforasi yang lebih halus mengekalkan penghalang yang lebih baik sambil masih melepaskan tekanan.
Filem POF Pengecutan Tinggi
POF standard mencapai 40–60% pengecutan pada suhu terowong biasa. Gred pengecutan tinggi dicapai 70–80% mengecut dan direka bentuk untuk geometri produk yang sangat tidak sekata — set hadiah berbentuk aneh, produk dengan ceruk dalam atau berkas berbilang item yang mana filem mesti selaras dengan ketat pada profil permukaan yang kompleks. Gred pengecutan tinggi memerlukan kawalan suhu terowong yang tepat kerana terlalu panas menyebabkan filem terlalu mengecut, mewujudkan titik tekanan telinga anjing di sudut produk.
Filem POF boleh cetak
Filem POF yang dirawat permukaan menerima pencetakan fleksografik, gravure atau digital untuk membawa penjenamaan, kod bar atau maklumat produk terus pada balutan susut. Permukaan filem mesti dirawat korona untuk mencapai tahap dyne 38–42 dina/cm untuk lekatan dakwat yang mencukupi. Filem pengecutan yang dicetak menghilangkan keperluan untuk label berasingan pada banyak produk dan digunakan secara meluas untuk pembungkusan berbilang dan pembungkusan promosi.
Kecilkan Persediaan Terowong dan Kesannya pada Prestasi Filem
Terowong pengecutan — ruang dipanaskan yang mengaktifkan pengecutan filem — ialah separuh lagi sistem pembungkusan POF. Malah gred filem terbaik akan menghasilkan hasil yang buruk jika terowong disalahkonfigurasikan. Tiga pembolehubah terowong yang boleh dikawal ialah suhu, kelajuan tali pinggang (masa tinggal), dan corak aliran udara.
- Suhu terlalu rendah: Filem tidak mengecut sepenuhnya, meninggalkan mata ikan (tompok yang tidak kecut), balutan longgar atau kedutan yang kelihatan — terutamanya di sudut produk segi empat tepat
- Suhu terlalu tinggi: Filem terlalu mengecut di tepi sebelum badan mempunyai masa untuk menyesuaikan diri, mencipta lubang terbakar, tanda tekanan telinga anjing di sudut, atau tanda tekanan putih akibat ketegangan pengecutan yang berlebihan
- Masa tinggal terlalu singkat (kelajuan tali pinggang terlalu cepat): Pemindahan haba yang tidak mencukupi, terutamanya untuk produk tebal dengan jisim terma tinggi yang menyerap haba daripada filem dan udara terowong
- Aliran udara tidak sekata: Tompok panas atau bintik sejuk merentasi keratan rentas terowong menghasilkan pengecutan yang tidak konsisten — satu sisi bungkusan mengecut lebih banyak daripada yang lain, menyebabkan bungkusan condong atau filem ditarik secara tidak sekata merentasi produk
Kebanyakan filem POF berprestasi optimum dalam terowong pengecutan yang ditetapkan antara 150–190°C dengan kelajuan tali pinggang antara 6–15 meter seminit , tetapi gabungan yang betul bergantung pada saiz produk, jisim terma produk dan gred filem tertentu. Sentiasa jalankan pek ujian pada gabungan suhu dan kelajuan berbilang apabila melayakkan filem baharu atau saiz produk baharu, bukan hanya satu tetapan.
Jenis terowong juga penting. Terowong udara panas adalah standard dan serasi dengan semua gred POF. Terowong inframerah kuarza memanaskan filem secara lebih langsung dan berfungsi dengan baik untuk produk sensitif haba di mana suhu udara terowong mesti dikekalkan lebih rendah — filem menyerap tenaga sinaran secara selektif tanpa memanaskan produk di dalamnya.
Kecacatan Bungkus Pengecutan Biasa dan Cara Menyelesaikannya
Kebanyakan kecacatan pembalut mengecut mempunyai punca yang boleh dikenal pasti. Perkara berikut merangkumi isu yang paling biasa dan tindakan pembetulannya:
| Kecacatan | Kemungkinan Punca | Tindakan Pembetulan |
|---|---|---|
| Mata ikan (tompok tidak kecut) | Suhu terowong terlalu rendah atau masa tinggal terlalu singkat | Meningkatkan suhu terowong atau mengurangkan kelajuan tali pinggang |
| Terbakar lubang atau tusukan | Suhu terowong terlalu tinggi, atau filem terlalu nipis untuk produk | rendaher tunnel temp; upgrade to thicker gauge film |
| Telinga anjing di sudut | Filem mengecut di tepi sebelum badan; daya pengecutan tinggi pada sudut | rendaher temp, reduce film overhang; switch to high-shrink grade |
| Kegagalan pengedap (jahitan terbuka) | Suhu bar pengedap terlalu rendah, tinggal terlalu pendek, atau pencemaran filem | Tingkatkan suhu bar meterai atau masa tinggal; periksa filem untuk pencemaran minyak |
| Kemasan berjerebu atau susu | Penyejukan pantas dalam terowong, atau filem terlalu menyusut menyebabkan pemutihan tekanan | rendaher tunnel temp; ensure gradual cooling at tunnel exit |
| Filem melekat pada bar pengedap | Bar pengedap Salutan Teflon haus, atau suhu bar terlalu tinggi | Gantikan pita Teflon; mengurangkan suhu bar meterai |
| Kedutan pada panel rata pada bungkusan | Balutan filem terlalu longgar sebelum memasuki terowong; aliran udara tidak sekata | Kurangkan panjang potongan filem; periksa penjajaran muncung udara terowong |
Keselamatan Makanan dan Pematuhan Peraturan untuk Filem POF
Filem pengecutan POF yang digunakan dalam aplikasi sentuhan makanan langsung atau tidak langsung mesti mematuhi peraturan keselamatan makanan yang mengawal bahan tambahan dan resin asas yang dibenarkan pada kuantiti yang digunakan dalam penggubalan filem.
- Amerika Syarikat: FDA 21 CFR 177.1520 meliputi polimer poliolefin untuk sentuhan makanan. Filem POF yang mematuhi akan menyatakan pematuhan FDA pada helaian data teknikalnya.
- Kesatuan Eropah: Peraturan EU 10/2011 mengenai bahan plastik dan artikel yang bersentuhan dengan makanan mengawal filem POF yang dijual di Eropah. Pembekal hendaklah menyediakan Perisytiharan Pematuhan (DoC) atas permintaan.
- China: GB 9685 dan GB 4806.6 mengawal plastik sentuhan makanan. Filem POF untuk pasaran China harus membawa dokumentasi pematuhan GB.
Sentiasa minta pengisytiharan pematuhan hubungan makanan daripada pembekal filem sebelum menggunakan mana-mana gred POF untuk pembungkusan makanan langsung — resin asas mungkin mematuhi tetapi pakej tambahan khusus (agen gelincir, anti statik, anti kabus) mungkin tidak diluluskan untuk semua jenis makanan atau semua suhu sentuhan. Perbezaan antara pematuhan resin asas dan pematuhan formulasi penuh sering diabaikan.
Pertimbangan Kemampanan untuk POF Shrink Film
Kemampanan pembungkusan plastik berada di bawah tekanan peraturan dan pengguna yang semakin meningkat di seluruh dunia. Filem pengecutan POF mempunyai profil alam sekitar yang lebih baik daripada PVC, tetapi masih terdapat pilihan praktikal untuk mengurangkan kesan alam sekitarnya:
- Pengurangan sumber: Penurunan dari 19 hingga 15 mikron di mana kerapuhan produk membolehkan mengurangkan penggunaan bahan sebanyak kira-kira 21% setiap pek. Ini adalah perubahan tunggal dengan kesan tertinggi dalam kebanyakan operasi.
- Kebolehkitar semula: Filem POF dikelaskan sebagai poliolefin (#4 LDPE atau #2 HDPE) dan secara teknikal boleh dikitar semula melalui aliran koleksi filem fleksibel di mana ia wujud. Walau bagaimanapun, pencemaran dan pengumpulan campuran polimer mengehadkan kadar kitar semula yang praktikal di kebanyakan wilayah.
- POF kandungan kitar semula: Filem POF kandungan kitar semula selepas pengguna (PCR) kini boleh didapati daripada beberapa pengeluar, biasanya pada 30–50% kandungan kitar semula sambil mengekalkan prestasi berfungsi untuk aplikasi bukan makanan.
- POF berasaskan bio: Filem bio-poliolefin yang diperoleh daripada etanol tebu boleh didapati secara komersil. Mereka secara kimia sama dengan POF yang diperolehi fosil dan serasi sepenuhnya dengan jentera sedia ada, tetapi membawa premium kos yang ketara sebanyak 30–60% berbanding filem standard.
- Penyingkiran filem: Untuk sesetengah kategori produk, filem pengecutan POF boleh digantikan dengan pengikatan papan kertas, pengecutan kertas (berasaskan gentian tumbuhan), atau menghapuskan balutan luar sepenuhnya — pengurangan yang paling berkesan ialah tiada filem sama sekali di mana keperluan perlindungan produk membenarkannya.
Peraturan Sisa Pembungkusan dan Pembungkusan (PPWR) EU, yang dijangka berkuat kuasa sepenuhnya secara progresif menjelang 2030, akan mengenakan keperluan kandungan kitar semula minimum dan standard kebolehkitar semula pada semua bahan pembungkusan termasuk filem susut. Jurutera pembungkusan yang menyatakan filem POF hari ini harus menilai pilihan bahan berbanding sasaran kandungan kitar semula PPWR sebanyak 30–35% untuk filem plastik menjelang 2030.
Cara Memilih Filem POF yang Tepat untuk Permohonan Anda
Mengurangkan pemilihan kepada proses keputusan yang praktikal: jawab soalan ini mengikut urutan dan gred filem yang betul menjadi jelas.
- Adakah produk itu makanan atau bukan makanan? Hubungan makanan memerlukan filem yang mematuhi FDA/EU 10/2011. Minta pengisytiharan pematuhan sebelum pensampelan.
- Adakah produk akan disejukkan atau dipamerkan dalam keadaan sejuk? Jika ya, nyatakan gred anti-kabut.
- Apakah berat produk yang paling berat dan bentuk yang paling tidak teratur? Ini menentukan tolok minimum dan sama ada gred pengecutan tinggi diperlukan.
- Apakah jenis mesin pembungkusan anda? Pengedap L-bar → filem lipatan tengah. Mesin kedap sisi atau kedap belakang → luka tunggal. Ini tidak boleh dirunding.
- Apakah sasaran daya pengeluaran anda dalam pek seminit? Di atas 40 ppm biasanya memerlukan filem COF rendah dan tolok minimum 15 mikron untuk pengedap berkelajuan tinggi yang boleh dipercayai.
- Adakah pembungkusan membawa penjenamaan bercetak terus pada filem? Jika ya, nyatakan gred boleh cetak yang dirawat korona dan sahkan tahap dyne dengan pencetak anda.
- Apakah keperluan kemampanan yang dikenakan? Tentukan keperluan kandungan kitar semula atau pilihan berasaskan bio jika diperlukan oleh dasar peruncit atau peraturan akan datang.
Sebaik sahaja anda telah menyenarai pendek gred filem mengikut kriteria ini, sentiasa jalankan percubaan pengeluaran sebelum membuat pesanan volum penuh. Percubaan 2–3 sampel gulungan melalui mesin sebenar anda dan terowong pengecutan, pada produk sebenar anda, adalah satu-satunya cara yang boleh dipercayai untuk mengesahkan bahawa spesifikasi makmal diterjemahkan kepada prestasi pengeluaran. Tingkah laku filem dalam keadaan pengeluaran sebenar — termasuk variasi dalam suhu ambien, suhu produk dan kelajuan mesin — boleh berbeza secara bermakna daripada nilai lembaran data yang diukur di bawah keadaan makmal terkawal.
Produk yang disyorkan






Hubungi kami
Ingin mengetahui lebih lanjut?
- E-mail: [email protected]
- Phone: +86-18761594570 (Miss Jenny Chen)
- WhatsApp: +86-18761594570
- Address : No. 58-2, Jalan Panlongshan, bandar Shanguan, Jiangyin City, Wilayah Jiangsu, China
Pautan cepat
Kategori produk
- Filem Pof Shrink Standard
- Polyolefin Shrink Film Roll
- Filem Pof Heat Shrink
- Filem plastik POF
- POF menyusut roll
- Bahan filem Pof menyusut
- Menyusut filem pof
- Filem Polyolefin Shrink Centerfold
- Filem Pof Shrink Mikro berlubang
- Filem bungkus pof shrink
- Polyolefin shrink bungkus
- Bungkus plastik polyolefin
Ikuti kami
Hak cipta © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 Pengilang Filem Pof Shrink
Pengilang Filem Pof Shrink