

Nantikan mesej anda
Kilang kami ditubuhkan pada tahun 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 (Miss Jenny Chen)
Mobile/Whats app/Wechat: +86-18761594570 (Miss Jenny Chen)
-
 E-mail: [email protected]
E-mail: [email protected]
Filem Bungkus Kecut POF: Hartanah, Gred & Panduan Aplikasi
Filem Pembungkus Kecil POF Adalah Bahan Pembungkusan Pengecutan Yang Paling Serbaguna dan Digunakan Secara meluas untuk Aplikasi Runcit dan Komersial
Filem pembalut susut POF — filem pengecutan poliolefin — ialah filem termoplastik berorientasikan dwipaksi berbilang lapisan yang mengecut dengan ketat di sekeliling produk apabila haba digunakan, menghasilkan pakej yang jelas, berkilat dan mudah rosak. POF telah menjadi bahan pembalut mengecut yang dominan dalam pembungkusan runcit, himpunan makanan, kosmetik, mainan, alat tulis dan pembungkusan perisian , menggantikan filem pengecutan PVC di kebanyakan pasaran sejak dua dekad yang lalu kerana kejelasannya yang unggul, keselamatan sentuhan makanan, suhu pengedap yang lebih rendah dan ketiadaan gas hidrogen klorida toksik yang dikeluarkan PVC apabila dipanaskan.
Filem pengecutan POF dihasilkan daripada resin poliolefin — terutamanya polietilena (PE) dan polipropilena (PP) yang diekstrusi bersama dalam berbilang lapisan — dan berorientasikan dwipaksi (diregangkan dalam kedua-dua arah mesin dan melintang) untuk membina memori molekul yang menyebabkan ia mengecut apabila terdedah kepada haba. Hasilnya ialah filem yang lebih keras, jelas dan lebih fleksibel daripada bahan satu lapisan, yang mampu membalut produk dalam hampir sebarang bentuk dengan hasil profesional pada kedua-dua talian automatik manual dan berkelajuan tinggi.
Bagaimana POF Shrink Film Berfungsi: Sains Orientasi Dwipaksi
Memahami perkara yang berlaku di dalam filem POF semasa pembuatan dan semasa pengecutan menerangkan mengapa ia berkelakuan sangat berbeza daripada filem polietilena biasa dan mengapa parameter proses sangat penting untuk hasil yang konsisten.
Orientasi Dwipaksi dan Ingatan Molekul
Semasa pembuatan, filem poliolefin tersemperit bersama diregangkan secara serentak atau berurutan dalam kedua-dua arah mesin (MD) dan arah melintang (TD) pada suhu di atas takat peralihan kaca resin tetapi di bawah takat leburnya. Orientasi ini menjajarkan dan meregangkan rantai polimer dalam kedua-dua arah. Apabila filem sejuk, rantai dikunci dalam keadaan regangan ini — menyimpan tenaga anjal pada tahap molekul. Apabila filem berorientasikan dipanaskan semula melebihi suhu orientasinya semasa pembungkusan mengecut, rantai polimer mengendur kembali ke arah konfigurasi asalnya, menyebabkan filem mengecut sebanyak 30–80% dalam setiap arah bergantung pada gred filem dan haba yang digunakan.
Tahap orientasi — dan oleh itu jumlah pengecutan dan daya pengecutan — dikawal semasa pembuatan oleh nisbah regangan yang digunakan. Kebanyakan filem pengecutan POF standard berorientasikan kepada nisbah regangan kira-kira 5:1 hingga 7:1 dalam kedua-dua arah , menghasilkan filem dengan keseimbangan (MD dan TD yang sama) mengecut sebanyak 50–75% pada suhu pengaktifan penuh. Filem lipatan tengah dan luka tunggal untuk bar L dan pengedap sisi dihasilkan dengan baki pengecutan MD-ke-TD khusus untuk mengoptimumkan penampilan balut pada geometri produk yang berbeza.
Struktur Penyemperitan Bersama Berbilang Lapisan
Filem pengecutan POF komersial bukan monolitik — ia adalah struktur berbilang lapisan tersemperit bersama, biasanya 3 atau 5 lapisan, di mana jenis resin yang berbeza dalam lapisan yang berbeza memberikan sifat yang berbeza. Struktur POF 3 lapisan biasa menggunakan:
- Lapisan kulit luar (berasaskan PP): Memberi kejelasan, berkilat dan perlindungan mekanikal. PP juga menyumbang kepada kekakuan dan kebolehcetakan filem.
- Lapisan teras (berasaskan PE): Memberikan keliatan, fleksibiliti, dan sifat pengedap haba utama. PE memberikan POF kebolehdapan suhu rendah yang sangat baik dan ketahanan terhadap koyak semasa pembalut berkelajuan tinggi.
Struktur 5 lapisan menambah lapisan ikatan tambahan atau lapisan berfungsi — sifat anti-kabus untuk pembungkusan makanan, lapisan anti-statik untuk elektronik atau sifat penghalang yang dipertingkatkan untuk produk sensitif lembapan. Jumlah ketebalan filem untuk filem pengecutan POF komersial adalah antara 12 hingga 25 mikron untuk aplikasi runcit standard, dengan gred khusus sehingga 35 mikron untuk produk yang lebih berat atau pembungkusan persembahan premium.
POF Shrink Film lwn PVC dan PE Shrink Film: Mengapa POF Menang dalam Kebanyakan Aplikasi
POF tidak menggantikan filem pengecutan PVC dan PE secara tidak sengaja — ia menawarkan gabungan sifat prestasi yang tidak sepadan dengan alternatif merentasi julat penuh keperluan pembungkusan.
| Harta benda | POF (Polyolefin) | PVC (Polivinil Klorida) | PE (Polietilena) |
|---|---|---|---|
| Kejelasan optik | Cemerlang (jerebu <2%) | bagus | Sederhana kepada miskin |
| Julat pengecilan (% semasa pengaktifan) | 30–80% | 20–60% | 10–40% |
| Suhu pengedap | Rendah (120–150°C) | Sederhana (140–170°C) | Sederhana-tinggi (150–180°C) |
| Keselamatan sentuhan makanan | Ya (FDA, patuh EU) | Terhad (plastik) | ya |
| Asap beracun apabila ditutup/kecut | tiada | HCl dan dioksin | tiada |
| Ketahanan koyakan / keliatan | tinggi | Rendah–sederhana (rapuh) | tinggi |
| Prestasi pada suhu rendah | Cemerlang (kekal fleksibel) | Buruk (rapuh di bawah 0°C) | bagus |
| Kebolehkitar semula | ya (polyolefin stream) | Sukar (mencemari aliran) | ya |
| Kos bahan relatif | Sederhana | rendah | rendah |
Kos rendah filem PVC mengecut menjadikannya standard industri sepanjang 1980-an dan 1990-an, tetapi gas hidrogen klorida yang dibebaskan apabila PVC dimeterai dan mengecut menghakis wayar pengedap dan elemen pemanas, mewujudkan persekitaran kerja yang tidak menyenangkan, dan diklasifikasikan sebagai bahaya kesihatan memerlukan pengudaraan — kos operasi yang menghakis kelebihan kos bahannya. Banyak negara dan peruncit utama telah beralih kepada memerlukan POF untuk pembungkusan sedia runcit, dengan berkesan menamatkan daya maju PVC dalam pasaran barangan pengguna.
POF Mengecilkan Gred, Tolok dan Format Filem
Filem pengecutan POF tersedia dalam pelbagai ketebalan, nisbah pengecutan dan format fizikal untuk memadankan keperluan produk, mesin dan pemprosesan yang berbeza.
Ketebalan Filem (Tolok)
Ketebalan filem dinyatakan dalam mikron (µm) atau tolok (di mana 100 tolok = 25.4 µm). Julat ketebalan yang paling banyak digunakan untuk filem pengecutan POF runcit dan komersial ialah 15–19 mikron (60–75 tolok) , yang memberikan kekuatan yang mencukupi untuk kebanyakan produk sambil meminimumkan penggunaan filem setiap pakej. Filem yang lebih tebal digunakan untuk produk yang lebih berat, tajam atau lebih kasar:
- 12–15 µm (47–60 tolok): Filem yang sangat ringan untuk produk kecil yang permukaannya licin seperti kad permainan, alat tulis kecil dan barang makanan satu hidangan. Meminimumkan kos bahan seunit tetapi menawarkan kurang rintangan tusukan.
- 15–19 µm (60–75 tolok): Julat serba guna standard. DVD, buku, kosmetik, makanan kotak, set hadiah dan produk runcit am. Paling kos efektif untuk talian automatik volum sederhana.
- 19–25 µm (75–100 tolok): Untuk produk dengan tepi tajam, berat berat atau permukaan yang melelas — item perkakasan, kotak bersudut logam, pek berbilang barangan dalam tin. Rintangan permulaan koyakan yang lebih tinggi mengurangkan kerosakan dalam transit.
- 25–35 µm (100–138 tolok): Gred tugas berat untuk penggabungan industri, penyatuan berbilang pek besar dan produk tertakluk kepada pengendalian kasar. Biasanya dijalankan pada pengedap L-bar tugas berat atau pembungkus lengan dan bukannya mesin runcit ringan.
Format Filem: Centrefold lwn Single Wound
Filem pengecutan POF dibekalkan dalam dua format fizikal utama yang sepadan dengan jenis mesin pengedap yang berbeza:
- Lipatan tengah (dilipat rata): Filem ini dilipat memanjang di tengah dan dililit pada teras dengan dua lapisan. Produk dimasukkan ke dalam filem yang dilipat, dan satu meterai berbentuk L menutup bahagian terbuka. Digunakan dengan pengedap L-bar, jenis mesin pembalut susut yang paling biasa untuk aplikasi runcit. Lebar lipatan tengah 300–700 mm meliputi sebahagian besar saiz produk runcit.
- Luka tunggal (berbaring): Gulung lapisan tunggal yang digunakan dengan pembalut lengan (juga dipanggil pengedap sisi atau pembalut gerakan berterusan) yang membentuk tiub di sekeliling produk. Lebih cekap untuk talian automatik berkelajuan tinggi — pembalut lengan dengan filem luka tunggal POF boleh mencapai kadar pemprosesan 60–120 pek seminit pada barisan pembungkusan untuk makanan, minuman dan barangan pengguna.
Filem POF Berpautan vs Tidak Berpaut silang
Filem pengecutan POF standard tidak dipaut silang. Filem POF berpaut silang mengalami pancaran elektron atau pemautan silang kimia selepas orientasi, yang menghasilkan ikatan molekul merentasi rantai polimer — meningkatkan rintangan tusukan dengan ketara, kekuatan panas (rintangan filem terhadap koyak semasa operasi pengedap) dan kualiti penampilan mengecut di sekeliling bentuk kompleks. Filem POF berpaut silang adalah 30–50% lebih mahal daripada gred standard tetapi dinyatakan untuk pembungkusan persembahan premium, produk berbentuk luar biasa, produk dengan tepi yang tajam atau menonjol, dan aplikasi di mana balutan mesti mematuhi geometri permukaan terperinci dengan sangat ketat. Ia juga lebih mudah untuk mengelak pada kelajuan yang sangat tinggi tanpa risiko filem bertiup pada meterai semasa operasi pengedap.

Peralatan Diperlukan untuk Menjalankan Filem Bungkus Kecut POF
Filem pengecutan POF memerlukan dua peralatan yang berbeza untuk menghasilkan pakej siap: pengedap untuk membalut dan mengelak filem di sekeliling produk, dan terowong pengecutan untuk menggunakan haba dan mengaktifkan pengecutan. Pengedap dan terowong mesti dipadankan antara satu sama lain, dengan gred filem dan produk yang dibungkus.
L-Bar Pengedap
Pengedap bar L (juga dipanggil pengedap L) menggunakan dawai atau bilah yang dipanaskan berbentuk L yang secara serentak mengelak dan memotong di sepanjang dua sisi bungkusan dalam satu gerakan — satu potong di hadapan produk dan satu di sepanjang sisi. Produk diletakkan pada filem, bar L diturunkan, dan kedua-dua bahagian terbuka dimeterai dan dipangkas dalam satu tindakan. Pengedap L-bar digunakan secara eksklusif dengan filem lipatan tengah. Pengedap L-bar manual dan separa automatik ialah peralatan pembungkusan susut yang paling biasa untuk aplikasi volum rendah hingga sederhana — kelajuan 5–20 pek seminit bergantung pada kemahiran pengendali dan saiz produk. Pengedap L-bar automatik sepenuhnya dengan suapan penghantar bersepadu mencapai 20–50 pek seminit.
Pembungkus Lengan (Pembungkus Sisi dan Aliran Mendatar)
Pembalut lengan membentuk tiub berterusan filem POF luka tunggal di sekeliling aliran produk yang bergerak, kemudian gunakan pengedap silang untuk menutup hujung setiap bungkusan individu. Produk dihantar melalui mesin secara berterusan, dan kitaran meterai dan potong ditetapkan masa ke padang produk. Pembalut lengan adalah lebih pantas, lebih konsisten dan lebih sesuai untuk penyepaduan ke dalam barisan pengeluaran automatik berbanding pengedap L-bar, tetapi memerlukan pelaburan modal yang lebih tinggi (£10,000–£80,000 untuk pembalut lengan automatik berbanding £500–£5,000 untuk pengedap L-bar separa automatik) dan filem luka tunggal dan bukannya lipatan tengah.
Mengecilkan Terowong
Selepas pengedap, produk yang dibalut (tetapi belum mengecut) melalui terowong pengecutan - ruang tertutup dengan udara panas yang diedarkan pada suhu dan halaju terkawal. Haba mengaktifkan orientasi dwipaksi dalam filem POF, menyebabkan ia mengecut dengan ketat di sekeliling produk. Filem pengecutan POF biasanya diaktifkan pada suhu terowong 120–160°C (250–320°F) , jauh lebih rendah daripada filem pengecutan PE (yang mungkin memerlukan 180–200°C) — kelebihan kecekapan tenaga untuk POF. Kelajuan tali pinggang terowong, suhu udara dan halaju peredaran udara mesti seimbang untuk mencapai penuh, malah mengecut tanpa membakar lubang dalam filem atau menghasilkan rupa yang berkedut dan herot.
Terowong udara panas adalah standard universal untuk filem POF. Terowong pengecutan inframerah (IR) digunakan untuk produk sensitif haba — kosmetik dengan label, kotak coklat, produk yang tidak boleh bertolak ansur dengan pendedahan haba udara yang berpanjangan — kerana IR mengaktifkan pengecutan dengan lebih cepat dengan kurang haba sisa yang dipindahkan ke produk. Terowong wap digunakan untuk aplikasi makanan dan minuman tertentu di mana kawalan kelembapan diperlukan bersama pengecutan.
Industri dan Aplikasi Utama untuk POF Shrink Film
Gabungan kejelasan, keselamatan makanan, keliatan dan kepelbagaian pemprosesan filem POF telah menjadikannya bahan pembungkusan lalai merentas pelbagai industri yang sangat luas.
Pembungkusan Makanan dan Minuman
Filem pengecutan POF gred makanan digunakan untuk dulang hasil segar, barangan bakar, kuih-muih, dulang makanan siap sedia, minuman berbilang pek dan himpunan produk tenusu. Filem POF anti-kabut — dengan salutan yang menghalang wap air daripada terpeluwap sebagai titisan legap pada permukaan filem — adalah penting untuk paparan makanan yang disejukkan dan disejukkan di mana keterlihatan pengguna produk melalui filem diperlukan. POF anti-kabus mengekalkan kejelasan walaupun filem bergerak dari storan sejuk ke suhu runcit ambien. Pematuhan hubungan makanan di bawah Peraturan EU 10/2011 dan FDA 21 CFR adalah standard untuk pengeluar filem POF yang bereputasi.
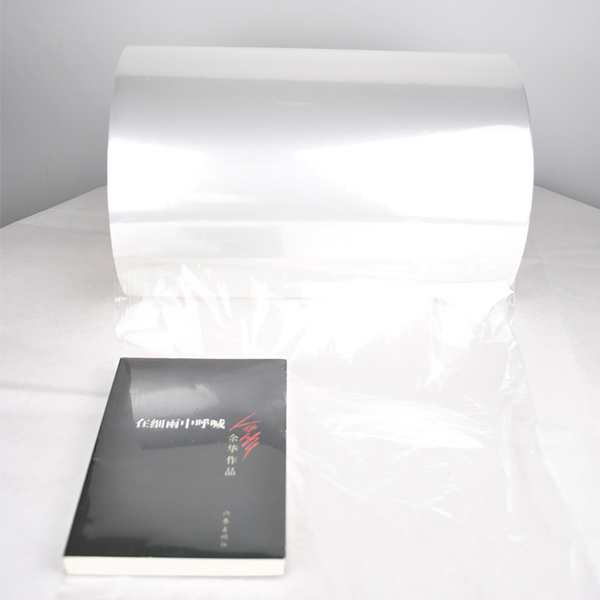
Peruncitan dan Barangan Pengguna
DVD, Blu-ray, permainan video, buku, alat tulis, kosmetik, mainan, set hadiah dan aksesori elektronik adalah antara aplikasi runcit volum terbesar untuk filem susut POF. Kejelasan kristal POF membolehkan keterlihatan produk sepenuhnya dan kebolehbacaan label bercetak melalui balutan, manakala penampilan yang ketat dan profesional menandakan kualiti dan memberikan bukti gangguan. Peruncit termasuk pasar raya utama dan pengendali pemenuhan dalam talian menentukan POF untuk operasi pra-pek kerana suhu pengedapnya yang rendah mengurangkan risiko kerosakan haba pada label bercetak, kerajang timbul dan komponen produk sensitif haba yang boleh merosakkan suhu PVC yang lebih tinggi.
Farmaseutikal dan Produk Perubatan
Filem pengecutan POF menyediakan pembungkusan yang jelas terganggu untuk kotak farmaseutikal, botol vitamin dan suplemen, kit peranti perubatan dan berkas bekalan hospital. Filem ini berfungsi sebagai pengedap yang boleh dilihat dengan jelas — sebarang percubaan untuk membuka bungkusan sebelum pembelian memusnahkan balutan susut dengan cara yang jelas dan tidak dapat dipulihkan. Filem POF gred farmaseutikal dihasilkan di bawah syarat GMP dan didokumenkan mengikut piawaian farmakope USP dan EU untuk bahan boleh diekstrak dan larut larut , memastikan tiada bahan berbahaya berpindah dari filem ke dalam produk semasa penyimpanan.
Himpunan Berbilang Pek dan Logistik
Filem pengecutan POF digunakan untuk menghimpunkan berbilang item individu ke dalam berbilang pek sedia runcit — berbilang pek minuman, produk kertas berbilang pek dan barangan dalam tin atau jarred yang digabungkan. Dalam aplikasi ini, filem bertindak sebagai pembawa (memegang item bersama-sama untuk pengendalian dan paparan) dan medium promosi, kerana filem itu boleh dicetak dengan mesej promosi, logo jenama dan maklumat harga. POF tolok yang lebih berat (19–25 µm) biasanya ditentukan untuk penggabungan berbilang pek untuk menahan berat dan permintaan pengendalian aplikasi.
Spesifikasi Teknikal untuk Dinilai Apabila Memilih Filem Kecilkan POF
Memilih gred filem POF yang betul untuk aplikasi tertentu memerlukan penilaian beberapa parameter teknikal. Menggunakan filem yang kurang dinyatakan menyebabkan kegagalan pembungkusan; terlebih menentukan meningkatkan kos tanpa faedah.
- Peratusan pengecutan (MD dan TD): Peratusan pengurangan dimensi dalam setiap arah pada suhu tertentu. Pengecutan seimbang (MD dan TD yang sama) diutamakan untuk kebanyakan produk segi empat tepat ; filem dengan pengecutan TD yang lebih tinggi dinyatakan untuk produk yang lebih tinggi daripada lebarnya, untuk memastikan filem itu menarik ketat ke atas permukaan atas tanpa berkerut di hujungnya.
- Mengecilkan suhu permulaan: Suhu di mana pengecutan ketara bermula. Suhu permulaan yang lebih rendah membolehkan terowong berjalan pada tetapan suhu yang lebih rendah — penjimatan tenaga dan perlindungan untuk produk sensitif haba. POF standard bermula pada 95–110°C; gred suhu rendah mula mengecut pada 80–90°C.
- Jerebu (kejelasan optik): Diukur sebagai peratusan cahaya yang disebarkan. Filem POF premium mencapai nilai jerebu di bawah 1.5–2% - pada dasarnya kejelasan yang tidak kelihatan. Jerebu yang lebih tinggi menghasilkan penampilan mendung yang tidak boleh diterima untuk persembahan mewah dan pembungkusan runcit premium.
- Kekuatan pengedap dan tack panas: Daya yang diperlukan untuk mengupas pengedap, dan kekuatan pengedap serta-merta selepas pengedap sebelum ia telah disejukkan sepenuhnya (hot tack). Tack panas yang tinggi adalah kritikal pada talian automatik berkelajuan tinggi di mana pakej bergerak melalui terowong sebelum meterai telah disejukkan sepenuhnya.
- Rintangan tusukan: Tenaga yang diperlukan untuk menusuk filem, diukur mengikut ASTM D1709 (kaedah jatuh dart) atau ASTM F1306 (tusukan perlahan). Kritikal untuk produk dengan bucu menonjol atau tepi tajam.
- Prestasi anti-statik: POF standard membina cas statik yang menarik habuk dan menyebabkan filem berpaut pada talian berkelajuan tinggi. POF anti-statik — dengan lapisan atas atau bahan tambahan anti-statik yang digabungkan — ditentukan untuk pembungkusan elektronik dan persekitaran pengeluaran berkelajuan tinggi.
- Kebolehcetakan: Sesetengah gred POF dirawat korona pada satu atau kedua-dua permukaan untuk mencapai tenaga permukaan yang diperlukan untuk lekatan dakwat. POF boleh cetak membolehkan penjenamaan dan maklumat dicetak terus pada filem susut, menghapuskan keperluan untuk label kertas atau kad yang berasingan dalam aplikasi berbilang pek promosi.
Masalah Pembungkusan Pengecutan POF Biasa dan Cara Menyelesaikannya
Kebanyakan kecacatan dalam pakej berbalut susut POF berpunca daripada tetapan parameter proses dan bukannya kecacatan filem. Memahami punca setiap masalah membimbing pelarasan yang betul.
Mata Ikan dan Lubang dalam Filem Kecut
Lubang kecil atau bintik cair dalam bungkusan siap disebabkan oleh suhu terowong yang berlebihan, aliran udara yang terlalu agresif diarahkan pada satu tempat, atau ketebalan filem yang tidak mencukupi untuk suhu pengecutan yang diperlukan . Penyelesaian: kurangkan suhu terowong dalam kenaikan 5°C, kurangkan halaju udara atau naik taraf kepada filem tolok yang lebih tebal. Lubang berhampiran kawasan meterai biasanya menunjukkan suhu bar meterai terlalu tinggi.
Penampilan Berkedut atau Bertelinga Anjing
Penampilan susut yang tidak sekata, berkerut atau bertelinga anjing menunjukkan haba yang tidak mencukupi — filem belum diaktifkan sepenuhnya dan tidak dapat melengkapkan kitaran pengecutan. Punca punca termasuk suhu terowong terlalu rendah, kelajuan tali pinggang terlalu tinggi (masa tinggal tidak mencukupi dalam terowong), atau gred filem dengan suhu permulaan pengecutan tinggi berbanding julat kendalian terowong. Meningkatkan suhu terowong atau mengurangkan kelajuan tali pinggang sebanyak 10–15% biasanya menyelesaikan kedutan tanpa memerlukan perubahan gred filem. Telinga anjing di hujung bungkusan secara khusus menunjukkan pengecutan TD yang tidak mencukupi — sama ada daripada pemilihan gred filem atau haba yang tidak mencukupi sampai ke muka hujung bungkusan.
Meterai Lemah atau Mengelupas
Pengedap yang terbuka semasa atau selepas mengecut menunjukkan suhu dawai/bilah pengedap terlalu rendah, masa tinggal pengedap terlalu singkat, atau permukaan filem yang tercemar dengan agen pelepas atau bahan tambahan anti-blok. Tingkatkan suhu pengedap dalam langkah 5°C dan sahkan masa tinggal. Untuk barisan pengeluaran yang mengendalikan berbilang gred filem, pastikan profil suhu pengedap ditetapkan semula apabila menukar kepada filem suhu pengedap yang lebih nipis atau lebih rendah — tetapan suhu yang sesuai untuk filem 19 µm mungkin menghasilkan pengedap terbakar atau berlubang pada filem 12 µm.
Masalah Penjejakan Filem dan Suapan
Filem berjalan di luar tengah, ketegangan filem yang tidak konsisten, atau koyak filem semasa berehat biasanya disebabkan oleh pelekap gulungan yang salah (gulungan tidak berpusat pada mandrel lepas), teras gulungan filem yang keluar bulat atau rosak, atau ketegangan brek unwind yang berlebihan. Menyimpan gulungan filem POF pada hujung (menegak) menyebabkan ubah bentuk teras dan pengagihan ketegangan yang tidak sekata — sentiasa simpan gulungan secara mendatar pada terasnya, pada rak sokongan empuk, dan jauh daripada sumber haba langsung yang boleh menyebabkan separa pra-pengecutan lapisan filem luar.
Kemampanan dan Kebolehkitar Semula Filem Pengecutan POF
Profil alam sekitar filem pengecutan POF lebih bernuansa daripada penilaian mudah bahawa ia adalah plastik sekali guna. Beberapa ciri POF menjadikannya salah satu pilihan pembungkusan fleksibel yang lebih mampan yang tersedia — tetapi batasan sebenar kekal.
Kebolehkitar semula dalam Aliran Poliolefin
Filem pengecutan POF serasi secara kimia dengan aliran kitar semula poliolefin — ia pada dasarnya boleh dikitar semula bersama filem LDPE (polietilena berketumpatan rendah) dalam skim pengumpulan filem. Di UK, POF diterima dalam koleksi kitar semula plastik lembut yang dikendalikan oleh pasar raya utama (titik kitar semula Beg Pembawa) ; di AS, ia diterima di tempat pengumpulan filem PE di peruncit yang mengambil bahagian. Cabaran praktikal ialah POF bahan campuran (dengan lapisan luar berasaskan PP dan teras PE) adalah lebih sukar untuk dikitar semula daripada filem PE mono-bahan — komponen PP dan PE mempunyai takat lebur yang berbeza, memerlukan penyerasi atau keadaan pemprosesan semula khusus untuk menghasilkan kitar semula yang boleh digunakan.
Penurunan Ukur: Kurang Filem setiap Pakej
Salah satu penambahbaikan kemampanan yang paling berkesan dalam pembungkusan POF ialah merendah — menggunakan filem nipis yang masih berfungsi secukupnya untuk aplikasi. Teknologi POF yang memajukan telah membolehkan tolok filem purata berkurangan daripada 19–25 µm pada tahun 1990-an kepada 12–15 µm untuk kebanyakan aplikasi runcit standard hari ini , mengurangkan penggunaan plastik setiap pakej sebanyak 30–40% tanpa menjejaskan prestasi. Penurunan lebih lanjut kepada gred ultra-nipis 10–12 µm tersedia untuk aplikasi permintaan terendah.
Alternatif POF Berasaskan Bio dan Boleh Kompos
Beberapa pengeluar sedang membangunkan filem pengecutan berorientasikan dwi paksi daripada poliolefin berasaskan bio (PE diperoleh daripada etanol tebu) dan daripada polimer boleh kompos (filem pengecutan berasaskan PLA). PE berasaskan bio mempunyai prestasi yang sama dengan PE berasaskan petroleum dan boleh dikitar semula sepenuhnya dalam aliran yang sama. Filem pengecutan berasaskan PLA boleh dikomposkan secara industri tetapi mempunyai julat pengecutan dan kejelasan yang lebih rendah berbanding dengan POF, mengehadkan kebolehgunaannya pada produk khusus yang pensijilan kebolehkomposan adalah keperluan pasaran khusus. POF berasaskan bio kini berada pada premium kos 15–30%. melebihi setara berasaskan petroleum, dengan jurang mengecil apabila volum pengeluaran meningkat.
Produk yang disyorkan






Hubungi kami
Ingin mengetahui lebih lanjut?
- E-mail: [email protected]
- Phone: +86-18761594570 (Miss Jenny Chen)
- WhatsApp: +86-18761594570
- Address : No. 58-2, Jalan Panlongshan, bandar Shanguan, Jiangyin City, Wilayah Jiangsu, China
Pautan cepat
Kategori produk
- Filem Pof Shrink Standard
- Polyolefin Shrink Film Roll
- Filem Pof Heat Shrink
- Filem plastik POF
- POF menyusut roll
- Bahan filem Pof menyusut
- Menyusut filem pof
- Filem Polyolefin Shrink Centerfold
- Filem Pof Shrink Mikro berlubang
- Filem bungkus pof shrink
- Polyolefin shrink bungkus
- Bungkus plastik polyolefin
Ikuti kami
Hak cipta © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 Pengilang Filem Pof Shrink
Pengilang Filem Pof Shrink